製品情報
鋳型内ガス圧測定器
CastioI
欠陥対策を加速
断続的に発生し解決困難な欠陥に、機械加工面に発生するガス欠陥や巣があります。
主な発生原因に次があげられます。
- シェル中子の焼成具合の違いや、シェル中子を構成する粒子の充填率の違い
- フラン自硬性中子で使用する塗型剤の濃度の違いや、塗型剤の乾燥具合の違い
これらの違いが鋳込み作業時に鋳型内で発生するガス圧やガスの発生時間を数倍から数十倍へと大幅に変動させ、既存のガス通気孔の数だけでは、これらの大幅な変動に対応できないためです。
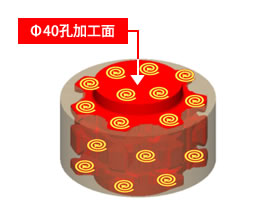
シェル中子(図2)を使用してスプロケット(図1)を鋳造する場合にガス欠陥が発生する事例を次に示します。

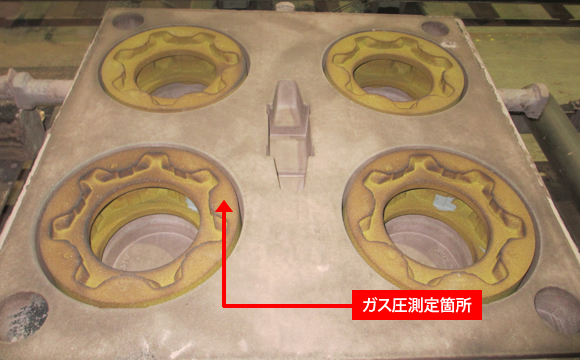
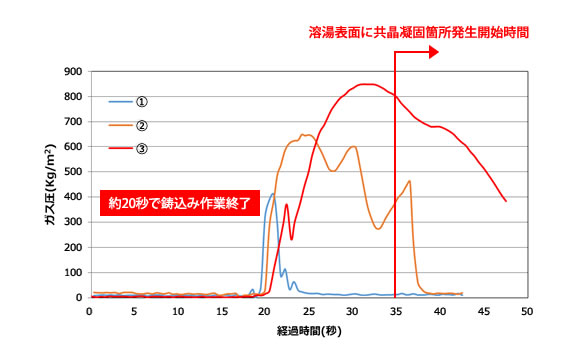
図3は鋳込み作業時に使用したシェル中子上部(図2)から発生するガス圧の測定結果の例です。
焼成具合の良好なシェル中子を使用した場合(図3の①のデータ)の結果は次のとおりです。
- ガスの発生時間は短い、そのため溶湯に溶け込んだガスは図4のように溶湯表面の共晶凝固開始前に抜けることができガス欠陥は発生しない
焼成具合の悪いシェル中子を使用した場合(図3の②および③のデータ)の結果は次のとおりです。
- ガス圧は高く、ガスの発生時間も長い
- 溶湯表面の共晶凝固箇所発生直前でもガスの発生が続いている
- 図5のように共晶凝固箇所からガスが抜け出せずに、溶湯に大量に溶け込んだガスは機械加工面である最終凝固箇所に集まりガス欠陥が発生する
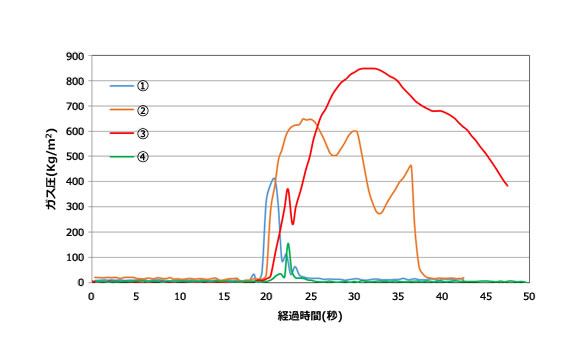
従来では断続的に発生する解決が困難であったガス欠陥に対してもCastioIを用いることでガス圧を低くし、ガスの発生時間を短くする(図7の④)のに必要なガス通気孔の数(図6)がわかるため、抜本的な対策が可能になります。